与环境和健康安全相关的日益增长的担忧、限制对石化原材料的依赖、减少碳足迹……是推动使用生物聚合物倾向的少数因素之一。
由于 PLA 出色的降解行为和多功能性,当今存在多种生物聚合物:
-
它现在广泛应用于包装行业,从有机贸易中的小众产品到品牌商品的优质包装
-
高性能等级是 PS、PP 和 ABS 的绝佳替代品,在要求更高的应用中越来越受欢迎
是什么使 PLA 成为当今多种应用中用途广泛的聚合物和材料?让我们详细看看...
什么是聚乳酸(PLA)?
PLA 或聚乳酸(也称为聚乳酸、乳酸聚合物)是一种基于乳酸的多功能商业可生物降解热塑性塑料。乳酸单体可以由 100% 可再生资源生产,如玉米和甜菜。
聚乳酸(PLA、聚乳酸)生物塑料的分子结构
聚乳酸能够取代传统的石油基热塑性塑料,这要归功于它所拥有的优异性能组合。
它是当今使用的最有前途的生物聚合物之一,具有大量应用,例如医疗保健和医疗行业、包装、汽车应用等。
与其他生物聚合物相比,PLA 具有以下几个优点:
1. 环保——它是可再生资源、可生物降解、可回收和可堆肥的
2. 生物相容性– 它是无毒的
3. 加工性——与聚(羟基链烷酸酯)(PHA)、聚(乙二醇)(PEG)和聚(γ-己内酯)(PCL)相比,它具有更好的热加工性
聚乳酸在降解过程中分解成无毒产品,可生物降解和生物相容性,减少塑料废物的数量。
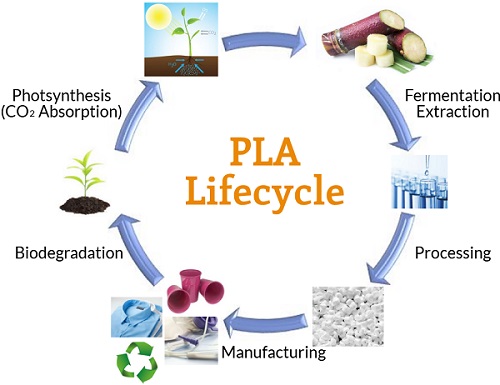
聚乳酸 (PLA) 生命周期
乳酸是如何制造的?
乳酸单体结构乳酸(LA 或 2-羟基丙酸)是最广泛存在的羟基羧酸光学活性酸。这种手性分子以两种对映异构体的形式存在——L- 和 D-乳酸。
聚丙交酯基于从可再生资源(如甘蔗或玉米淀粉)中获得的糖、甜菜糖、蔗糖等发酵获得的乳酸单体。
PLA有立体异构体,例如:
-
聚(L-丙交酯)(PLLA)
-
聚(D-丙交酯)(PDLA),和
-
聚(DL-丙交酯)(PDLLA)
聚乳酸是一种脂肪族聚酯,可以使用不同的途径获得:
- 直接缩聚反应
通常会产生低分子量聚合物,然后通过加入链偶联剂将其转化为较高分子量的聚合物。
- 开环聚合
PLA 是通过首先形成丙交酯单体生产的,然后将形成的丙交酯通过 ROP,通常使用金属醇盐作为催化剂,产生高分子量聚酯 - PLA。
- 将共沸脱水缩合
有机溶剂引入反应混合物中以容易去除水,从而产生更高分子量的产物。
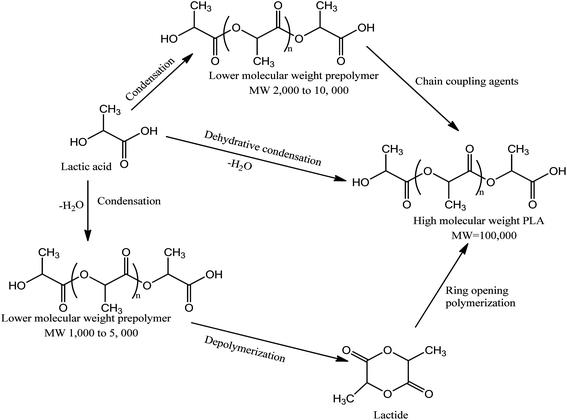
聚乳酸 (PLA) 生产方法
(来源:英国皇家化学会)
目前前两种方法是工业生产中最常用的技术。由于时间消耗低且最终产品分子量高,ROP 目前作为工业 PLA 生产的首选工艺占据主导地位,这使其可能是生产 PLA 最常用和最可行的方法,尽管仍必须使用高温和低压来实现最终产品。
然而,使用微波辐射和超声声化学聚合等新方法可以更快、更便宜地生产 PLA。
聚乳酸的典型特性和性能
PLA 是一种生物基、可生物降解和生物相容性聚合物,已被证明是石油基聚合物的有前途的替代品。
-
其性能与目前广泛使用的聚合物如 PET、PVC等相当。
-
高性能等级,可在要求更高的应用中完美替代 PS(聚苯乙烯)、PP(聚丙烯)和ABS(丙烯腈丁二烯苯乙烯)。
然而,在前一年,与基于石油的同类产品相比,PLA 的商业可行性受到其高生产成本的限制。
如今,通过优化 LA 和 PLA 生产工艺,以及随着 PLA 需求的增加,可以降低其价格。
大多数商业 L-PLA 产品是具有高熔点的半结晶聚合物。180°C 并且它们的玻璃化转变温度在 55 – 60°C 的范围内,因为 PLA 应该具有一定的结晶含量以有利于成品的质量。
-
PLA是一种具有良好外观的高强度高模量热塑性塑料
-
它具有很高的刚度和强度,在室温下可与聚苯乙烯 (PS) 相媲美
-
与其他塑料相比,其生产所需的能源更少,并且具有更好的热处理能力
复合材料、纳米复合材料和生物复合材料的 进一步发展正在扩大 PLA 的性能和潜在应用。
但是,该聚合物仍然存在一些缺点:
-
其玻璃化转变温度低(Tg ~ 55°C)
-
与其他热塑性塑料(如 ABS)相比,它的延展性差、冲击强度低和脆性大,限制了它的使用
-
结晶速率低,加工结果主要为非晶态产品
-
与PET(芳香族聚酯)相比,PLA 更容易发生化学和生物水解
-
热不稳定,阻气性差
-
柔韧性低,模具周期长
-
它是相对疏水的
-
降解速度慢
PLA 性能改进
PLA 特性可以通过使用添加剂和开发聚合物共混物来改变或改进。一些例子是:
增塑:丙交酯单体是一种极好的 PLA 增塑剂,但它往往会迁移到 PLA 表面。其他增塑剂如柠檬酸酯和低分子量 PEG 仅显示出韧性的适度改善,但这伴随着断裂拉伸应力和拉伸模量的显着损失。
矿物填料(如 ppt CaCO 3 30% 负载量)可显着提高PLA的冲击韧性。还发现
抗冲改性剂可提高 PLA 性能,但添加它们会损害 PLA 的可堆肥性。
聚合物共混: PLA/PCL 共混物 聚己内酯 (PCL) 也是一种可降解聚酯,由于其低 Tg,它具有橡胶特性,断裂伸长率约为 600%,这使其成为增韧聚乳酸的理想选择。
PLA 与 PHA 共混物显示出冲击韧性的显着改善,模量和强度略有下降,并且不影响 PLA 的生物基含量和可堆肥性。PLA纳米复合材料的发展使用纳米级圆角是传统复合材料的更好替代品。由于它们的高表面积、改善的基质粘附力和纵横比,这些纳米填料(胶体二氧化硅、粘土片……)与传统的大颗粒或微粒(例如,滑石、玻璃和碳纤维)相比具有巨大的优势。例如,PLA-粘土纳米复合材料显示出改进的机械、光学阻隔和热性能。
PLA 等级的加工方法和条件
PLA 可以像其他热塑性塑料一样通过常规加工技术(如注塑成型、薄膜挤出、吹塑成型、热成型、纤维纺丝等)轻松加工,以生产成型部件、薄膜或纤维。
PLA注射成型加工要求
PLA 树脂可以使用大多数标准干燥系统成功干燥。基于标准干燥剂的柱式干燥机的建议条件是:
-
建议在 45°C 至 90°C 下预干燥 2 至 4 小时。
-
低于 250 ppm 的水分含量将有助于在高温下保持熔体粘度随时间保持稳定。
-
典型的干燥器再生温度超过 PLA 树脂的熔点。
-
为了防止出现颗粒桥接、粘连或熔化的问题,应验证干燥系统以确保在操作和再生循环期间温度控制充分,因为阀门泄漏在许多系统中很常见。
着色剂和增滑剂可以作为母料以 15-30-wt% 的比例添加到 PLA 中,方法是与所需量的纯树脂干混,然后将混合物添加到注塑机中。使用液体注射技术也成功地添加了着色剂。
由于 PLA 与大多数现有材料不兼容,因此所有添加剂母料都使用 PLA 作为载体很重要
聚乳酸注塑等级与热流道系统的使用兼容。注塑成型的典型条件是:
-
适配器温度:185 - 200°C
-
露点: (-)40 - (-)35°C
-
模具温度: 185 - 200°C
-
干燥温度: 45 - 100°C
-
进料温度: 165 - 185°C
-
熔体温度: 154.4 - 243.3°C
-
模具温度: 10 - 105°C
-
喷嘴温度: 171.1 - 220°C
-
背压:0.345 - 1.724 MPa
-
注射压力:55.16 - 137.9 MPa
-
水分含量:0.01 - 0.025%
-
螺杆转速:20 - 200 rpm
-
干燥空气流量:14.16 l/pm
如果注射速度太低和/或模具温度太低,随着时间的推移,可能会出现丙交酯的析出。
另一个问题是,与 PS、PE 和 PP 等树脂相比,PLA 剪切变薄的速度更慢,程度更小。因此,模具的填充是一个问题,尤其是对于像饮水杯这样的薄壁产品。通过我的实验并找到填充零件所需的正确熔体温度和注射速度,也许可以克服这个问题。
通常,必须提高熔体温度,这会对模具中零件的冷却时间产生不利影响。
聚乳酸纤维熔纺级加工
聚丙交酯纤维熔体纺丝等级设计用于使用传统的纤维纺丝和拉伸设备挤出成机械拉伸的短纤维。它们可用作皮芯结构中的低熔点粘合剂聚合物。
-
建议使用 L/D 比为 24:1 至 30:1 和 3:1 压缩比的通用螺杆。
-
典型的熔体纺丝温度为 220 - 240°C。
-
为防止粘度降低和潜在性能损失,建议的含水量 < 0.005% (50 ppm)。
-
典型的干燥条件是 40°C - 50°C 下 8 到 12 小时。
与 PET 一样,聚乳酸纤维熔纺等级需要高长丝速度或拉伸和受控热定型以控制收缩。
在线干燥能力对于加工PLA 注射拉伸吹塑等级至关重要。
聚乳酸热封层加工
可与其他PLA树脂共挤形成双向拉伸PLA薄膜的密封层。
-
加工前的干燥是必不可少的。需要在线干燥。
-
- 建议水分含量低于 0.025% (250 ppm) 以防止粘度下降。
-
- 典型的干燥条件是 11°F (45°C) 下 4 小时。
-
PLA 聚合物将在传统挤出机上加工。配置通用螺钉
-
- L/D 比率从 24:1 到 30:1
-
- 压缩比为 2:1 到 3:1。
-
熔体温度 : 210°C
-
进料部分:180°C
-
压缩段:190°C
-
计量部分:200°C
-
模具:190°C
通过进料部分的螺杆冷却能力是必要的,以防止树脂粘在螺杆根部。建议使用光滑的桶。该等级仅适用于共挤工艺中的热封层。不建议将聚乳酸加工成单层薄膜。
聚乳酸耐高温薄膜的加工要求
聚乳酸挤出级可在高达 150°C (300°F) 的温度下转化为双轴取向薄膜。
-
PLA 树脂可以使用大多数标准干燥系统成功干燥。需要在线干燥:
-
- 建议在 80°C (175°F) 下预干燥 4 小时。
-
- 低于 250 ppm (0.025%) 的水分含量将有助于在高温下保持熔体粘度随时间保持稳定。
-
PLA 聚合物将在传统挤出机上加工。配置通用螺钉:
-
- L/D 比率从 24:1 到 30:1
-
- 压缩比为 2.5:1 至 3:1。
-
熔体温度:200°C - 220°C
-
进料部分:180°C
-
压缩段:190°C
-
计量部分:200°C
-
模具:200°C
PLA 树脂也将在传统的浇铸拉幅机设备上进行加工。
聚乳酸纺粘加工
聚乳酸纺粘等级在传统纺粘设备上加工。
-
建议使用长径比为 24:1 至 30:1 和压缩比为 3:1 的通用螺杆。
-
典型的熔体纺丝温度为 220-240°C。与 PET 一样,PLA 纺粘等级需要高长丝速度或拉伸和受控热定型以控制收缩。
-
在线干燥能力对于加工 PLA 注射拉伸吹塑等级至关重要。
-
为防止粘度降低和潜在性能损失,建议的含水量 < 0.005% (50 ppm)。
-
典型的干燥条件是 80°C 下 4 小时。
用于 3D 打印的 PLA 长丝
使用 PLA 细丝进行 3D 打印是一种很有前途的方法,可以根据计算机设计生产复杂的生物医学设备。这个过程使用患者特定的解剖数据以及广泛的工业和建筑应用开辟了新的发展。
主要通过使用直接或间接3D 打印和熔融沉积建模技术,发现 PLA 打印对于此类应用是可行的。